


Рассматривается принцип расчета качества технических изделий по методу «определяющей» детали. В основе метода лежит принцип Парето 80/20, в соответствии с которым 20% «определяющих» деталей в сборочной единице обеспечивают 80% функциональности и надежности всей сборочной единицы. Показано также, что возможно использовать распределения Парето и Гаусса, которые значительно сокращают трудоемкость расчетов качества технических изделий.
технические изделия, машиностроение, принцип Парето, распределение Гаусса.
В области управления качеством продукции имеется много не решенных проблем. Вот некоторые из них: проблема, связанная с допустимостью применения шкал разной размерности, проблема применения распределений Гаусса, Парето и других распределений, проблема точности определения значений интегральных показателей качества. К нерешенным проблемам относится также проблема разработки специализированных экспертных систем для решения задач оценки качества разрабатываемой и модернизируемой продукции.
Целью данной работы является проведение сравнительного анализа использования распределений Парето и Гаусса для расчетов комплексных показателей качества технических изделий. В качестве объекта для сравнительного анализа использована условная сборочная единица под названием «шатун в сборе», табл. 1.
1. Краткая характеристика распределения Парето
Принцип Парето, известный как принцип 80/20, представляет собой результат наблюдения, в котором результат измерений зависит от влияния множества различных факторов. Вклад этих факторов в результат измерения различный [1]. Например, в работе компьютерного процессора принцип Парето выражается в том, что в течение 80% всего времени работы, процессор выполняет только 20% команд от общего числа команд, имеющихся в процессоре. Поэтому в современных процессорах 80% редко используемых команд находятся в архиве, а работают только 20% наиболее часто используемых команд. Принцип Парето, в приложении к расчетам качества технических изделий, имеет аналогичный смысл: «20% основных (определяющих) деталей в сборочной единице обеспечивают 80% функциональности и надежности всей сборочной единицы». Этот принцип, при известных качестве и весомости так называемой «определяющей» детали, дает возможность без длительных расчетов находить качества остальных деталей сборочной единицы, на которые приходится 20% функциональности и надежности изделия. При этом, имея в виду меньшую значимость этих деталей в смысле функциональности и надежности для сборочной единицы, то эти детали могут иметь одинаковые коэффициенты весомости, что также упрощает определение качества сборочных единиц.
Распределение Парето представляет собой степенную функцию, имеющую плотность вероятности
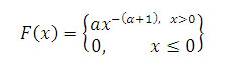
На рис. 1 показано распределение Парето в приложении к расчетам качества технических изделий. Характерной чертой распределения Парето в данном случае является наличие так называемой «определяющей» детали. Требования к определяющей детали: деталь должна быть наиболее ответственной в данной сборочной единице, удовлетворять принципу Парето, и должна обладать наибольшей весомостью (βi).
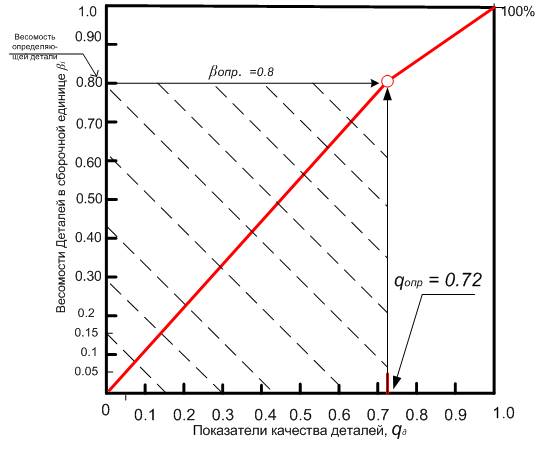
Рис. 1. Связь показателей качества деталей с весомостями
в распределении Парето
Весомость «определяющей» детали в сборочной единице в соответствии с принципом Парето может иметь значения: βопр =0.7…0.8. При этом, если в сборочной единице деталей от 3-х до 10, то весомость «определяющей» детали принимается βопр.=0.8, если больше 10, то βопр.=0.7…0.75. При расчетах качества изделий точку перегиба кумулятивной кривой диаграммы Парето находят на пересечении вектора, обозначающего известный показатель качества определяющей детали и вектора, определяющего весомость этой детали. Весомости и показатели качества остальных деталей (приходящихся на 20% функциональности и надежности), находят в не заштрихованных областях распределения.
2. Краткая характеристика распределения Гаусса
Нормальный закон распределения (называемый законом Гаусса) играет важную роль в машиностроении и занимает среди других распределений особое положение [1]. Главная особенность, выделяющая нормальное распределение среди других распределений, состоит в том, что он является предельным законом, т.е. законом, к которому приближаются другие распределения при встречающихся одинаковых условиях. На рис. 2 показаны интегральная и дифференциальная функции нормального распределения, построенные из условий их нормированности.

Рис. 2. Функция и плотность нормального распределения, построенная
из условия их нормированности по 
m-математическое ожидание, σ-стандартное отклонение
В отличие от распределения Парето, в котором точка перегиба кумулятивной кривой может принимать различные положения в зависимости от качества и весомости «определяющей» детали, распределение Гаусса нормировано, и поэтому не может изменяться в зависимости от весомостей и качества деталей.
3. Расчет качества технических изделий по методу
«определяющей» детали
Последовательность расчета качества на основе метода «определяющей» детали рассматривается на примере условной сборочной единицы под названием «шатун в сборе». Спецификация, общий вид сборочной единицы и весомости деталей представлены в табл. 1.
Таблица 1. Общий вид и спецификация сборочной единицы «шатун в сборе"

В этой сборочной единице определяющей деталью является поршень (поз №1). Сначала рассчитывают индивидуальный показатель качества определяющей деталиqопр.. Индивидуальный показатель состоит из суммы усредненных коэффициентов конструктивной и технологической сложности с учетом их весомостей:
qd.i= βкс× + βтс×, (1)
где βкс =0.6 и βтс=0.4 - весомости усредненных коэффициентов конструктивной и технологической сложности.qd.i= βкс× + βтс× , (1)
В табл. 2 представлен состав коэффициентов конструктивной и технологической сложности.
Таблица 2. Состав коэффициентов конструктивной и
технологической сложности
|
Коэффициенты, характеризующие конструктивную сложность детали |
Коэффициенты, характеризующие технологическую сложность детали |
|
qсл. -конструктивной сложности qр.х.- коэффициент размерной характеристики детали qр.м.- коэффициент числа размеров, выполненных механической обработкой qр.р.- коэффициент числа размеров, обозначающих резьбу qмат. - коэффициент группы материалов |
qт. - коэффициент точности qш.- коэффициент шероховатости qзаг.- коэффициент типа заготовки qдоп - коэффициент вида дополнительной обработки qпов - коэффициент отклонения формы и расположения поверхностей |
Все указанные коэффициенты, кроме расчетных коэффициентов qт. -коэффициент точности и qш.- коэффициент шероховатости, являются табличными. Значения табличных коэффициентов представлены в работе [2]. На основании этих

Показатели качества остальных деталей сборочной единицы можно определять по распределениям Парето или Гаусса, в предположении, что зависимость показателей качества от коэффициентов весомости, описывается соответствующим распределением. После определения качества всех деталей по этим распределениям, качество технического изделия рассчитывают путем сложения показателей качества сборочных единиц и деталей с учетом их весомости по формуле:

где Qоц. - качество оцениваемого изделия, m - количество сборочных единиц в изделии, βm- весомость сборочных единиц, n - количество деталей не входящих в сборочные единицы, βi и qi - коэффициенты весомости и показатели качества деталей, не входящих в сборочные единицы соответственно, при этом 
4. Сравнительные расчеты качества технических изделий на основе
распределений Парето и Гаусса с целью выявления наиболее
достоверных результатов
Как указывалось выше, целью данной работы является проведение сравнительного анализа использования распределений Парето и Гаусса для расчетов комплексных показателей качества технических изделий. Ниже представлены расчеты качества сборочной единицы на основе распределения Парето и Гаусса.
4.1 Расчет качества сборочной единицы на основе
распределения Парето
Рассчитывают индивидуальный показатель качества «определяющей» детали qопр. по формуле (1) и (2). Весомость «определяющей» детали
qопр.=0.8,весомости остальных (менее значимых) деталей указаны в табл. 1. Качество остальных деталей определяют по распределению Парето, показанному на рис. 3. В распределении Парето выделена область (не заштрихованная), в которой определятся весомости и показатели качества остальных деталей. Весомости остальных деталей расположены в правой части распределения и представлены в виде: β2 =1-0.9=0.1, β3 =1-0.94=0.06, β4 =1-0.96=0.04, что необходимо для подтверждения нормированности весов деталей ∑βi=1.0.
На рис. 4 показана методика определения качества сборочной единицы «шатун в сборе» с использованием распределений Парето и Гаусса. Выше было показано, что весомости определяющих деталей (отвечающих принципу Парето) могут быть в интервале βi=0.7…0.8, поэтому в табл. 3 приведены сравнительные данные расчетов качества сборочной единицы «шатун в сборе» при различных весомостях определяющей детали. Что касается распределения Парето, то кумулятивная кривая аппроксимирована до линейного вида: в интервале βопр.=0.0…0.8 по функции βопр.=аqi, в интервале βопр.=0.8…1.0 по функции βопр.=аqi +в. Расчет качества по линейным функциям значительно облегчает возможность получения показателей качества остальных деталей.
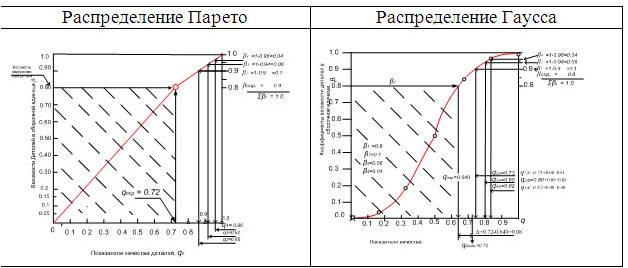
Рис. 3. Определение показателей качества деталей с использованием
На рис. 4 показаны распределения Парето и Гаусса при использовании различных коэффициентов весомостей определяющей детали (0.7, 0.75 и 0.8). Распределение Парето аппроксимировано до линейных функций вида βопр.=аqi и βопр.=аqi +в. Распределение Гаусса нормировано, поэтому остается неизменным, но при этом необходимо вводить поправки в расчеты качества сборочной единицы в зависимости от коэффициента весомости «определяющей» детали.
Исходя из данных табл. 3 и рис. 4 становится очевидным тот факт, что более удобно применение распределения Парето, так как распределение представляет собой линейные функции, кроме того доверительный интервал среднего значения показателя качества сборочной единицы у распределения Парето значительно уже доверительного интервала распределения Гаусса ±0.01,(у распределения Парето ∆=±0.005, у Гаусса∆=±0.01).
Использование распределения Гаусса требует введения поправок, что усложняет расчеты, что, в свою очередь, снижает достоверность полученных результатов. На это указывает более широкий доверительный интервал средних значений, чем у распределения Парето (см. табл. 3).
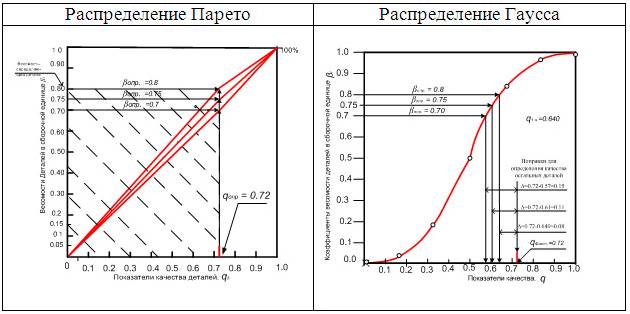
Рис. 4. Вид распределений Парето и Гаусса при различных значениях коэффициентов весомостей «определяющей» детали
Таблица 3. Сравнительные данные по расчетам качества сборочной единицы «шатун в сборе» по распределению Гаусса и распределению Парето
|
Весомости и показатели качества «определяющей» детали, βопр |
Весомости остальных (менее значимых) деталей, βi |
Распределение Гаусса |
Распределение Парето |
||
|
Показатели качества остальных деталей, qi |
Качество сборочной единицы,
|
Показатели качества остальных деталей |
Качество сборочной единицы
|
||
|
βопр.=0.8 qопр.=0.72 |
β2=0.1 β3=0.06 β4=0.04 ∑ βi=0.2 |
q2=0.81 q3=0.88 q4=0.90 |
Qсб.=0.744 |
q2=0.86 q3=0.92 q4=0.96 |
Qсб.=0.755 |
|
βопр.=0.75 qопр.=0.72 |
β2=0.15 β3=0.05 β4=0.05 ∑ βi=0.25 |
q2=0.80 q3=0.94 q4=0.94 |
Qсб.=0.754 |
q2=0.84 q3=0.95 q4=0.96 |
Qсб.=0.760 |
|
βопр.=0.70 qопр.=0.72 |
β2=0.15 β3=0.1 β4=0.05 ∑ βi=0.3 |
q2=0.83 q3=0.88 q4=0.96 |
Qсб.=0.764 |
q2=0.87 q3=0.91 q4=0.97 |
Qсб.=0.765 |
|
Средние значения |
= 0.754,±0.01 |
= 0.760,±0.005 |
|||
Заключение
Определение качества технических изделий с использованием распределения Парето соответствует принципу «определяющей» детали, т.к. «определяющая» деталь обеспечивает 70-80% работоспособности и надежности технического изделия. Положительной характеристикой распределения Парето является также возможность аппроксимации распределения до линейных функций, что значительно упрощает расчеты качества и повышает точность оценок по сравнению с распределением Гаусса.
Отличительной чертой распределения Гаусса является его нормированность, что не допускает других толкований полученных результатов. Однако использование распределения Гаусса требует введения поправок в расчеты качества, что усложняет расчеты. Доверительный интервал среднего значения показателя качества сборочной единицы распределения Гаусса шире доверительного интервала распределения Парето, что снижает степень доверия к результатам, полученным на основе использования распределения Гаусса.
Выводы:
1. Разработан порядок расчета качества технических изделий и сборочных единиц на стадии разработки рабочей документации по методу «определяющей детали».
2. В основе метода «определяющей детали» положен принцип Парето 80/20,
который в приложении к коэффициентам весомости деталей в составе сборочной единицы 0.8 означает весомость «определяющей детали» в сборочной единице, а 0.2 - сумма весомостей остальных (рядовых деталей).
3. Разработанный метод «определяющей» детали расширяет возможности распределений Гаусса и Парето в приложении к расчетам качества технических изделий.
4. Метод расчета качества технических изделий с использованием распределения Парето может использоваться для прогнозирования технического уровня технических изделий на ближайшую перспективу.
1. Кане М.М. Управление качеством продукции машиностроения. М. «Ма-шиностроение», - 2010 г., - 415 с.
2. Мартишкин В.В. , Задорнов К.С. Алгоритм управления качеством технических изделий на стадии рабочего проектирования. Технология Машиностроения, - №5(143) , - 2014 г. - с. 58-63.