







Mogilev, Belarus
Mogilev, Belarus
Bryansk, Bryansk, Russian Federation
Most welding operations today are carried out using team-based methods. This article addresses one of the challenges arising in organizing welding activities, namely finding rational distribution of welding tasks among performers. Rationality here means assigning tasks corresponding to welders’ qualifications assessed based on previous work experience, on welding joint defect analysis results obtained through visual inspection, on radiographic testing, and ultrasonic control techniques. For this task, the authors provide formalized description along with an evolutionary algorithm proposed for solution seeking, aimed at minimizing execution time and expected number of defects in welded joints. The distinguishing feature of this algorithm lies in its using welders’ skill data derived from evaluating sizes and numbers of previously detected welding joint defects via recognizing X-ray images employing convolutional neural networks. The paper describes the main steps of the algorithm, focusing particularly on applied genetic operators; presents experimental verification and validation results, which confirm its superior performance compared to manual distribution of welding tasks among personnel. The work also gives information about implementing software solutions embodying the suggested algorithm into organizational systems controlling welding processes at industrial enterprises.
organization of welding operations, distribution of welding tasks, welding joint defects, assignment problem, evolutionary modelling, genetic algorithms
Введение
Основными задачами сварочной службы предприятия по организации выполнения сварочных работ являются: обеспечение качества сварочных работ в соответствии с требованиями нормативно-технической документации на изделия (объекты); оперативное выполнение сварочных работ; повышение производительности труда в сварочном производстве и снижение себестоимости сварочных работ на основе их технического и организационного совершенствования, в том числе применения прогрессивной технологии и повышения уровня механизации работ; повышение культуры производства и улучшение условий труда [1], [2]. При организации сварочных работ на объектах повышенной опасности, нефте-, газопроводах и теплотрассах, машиностроительных предприятиях необходимо обеспечивать высокое качество сварных швов. Одним из путей повышения качества швов является рациональное распределение сварочных работ между исполнителями.
Неэффективное распределение руководителями сварочных работ заданий между сварщиками приводит к значительному увеличению числа дефектов сварных швов и нерациональному использованию времени работы сварщиков, поскольку несоответствие выданного задания квалификации сварщика увеличивает вероятность появления дефектов сварных швов и брака. Одним из путей решения задачи повышения эффективности сварочных работ является реализация автоматического контроля соответствия квалификации сварщика выполняемому заданию, автоматизация поддержки принятия решений по распределению работ между сварщиками на основании автоматизированной оценки опыта работы каждого сварщика с минимизацией времени выполнения работ с учетом анализа технологических процессов и структуры производства. Данное решение позволит сократить количество ошибок руководителей при выдаче заданий сварщикам, обеспечит повышение производительности труда сварщиков, увеличение количества изготовленной и признанной контролерами годной продукции.
При распределении сварочных работ между исполнителями определяющим критерием является опыт предыдущей работы сварщиков, который может оцениваться по результатам анализа дефектов сварных швов, зафиксированных техническими средствами визуального, рентгенографического и ультразвукового контроля. Рациональным является распределение работ между сварщиками, при котором минимизируется ожидаемое количество дефектов сварных швов и время выполнения работ.
Задача распределения работ между сварщиками по своей сути относится к классу оптимизационных задач распределительного типа, но использование традиционных методов линейной оптимизации для ее решения затруднено вследствие необходимости учета большого объема разнородных и зачастую слабо формализованных данных об опыте предыдущих работ, выполнявшихся сварщиками, и в том числе о дефектах сварочных швов, допущенных при выполнении этих работ. Поэтому для поиска рационального распределения целесообразно применение алгоритмов оптимизации, в основе которых лежит подход эволюционного моделирования [3], [4], [5], [6]. Данный подход хорошо зарекомендовал себя при решении задач распределения работ в тех случаях, когда необходимо учитывать неоднородность или нелинейность параметров, характеризующих работы и исполнителей, либо когда требуется обеспечить адаптивность алгоритма оптимизации к динамически изменяющимся условиям, например, возможность гибкой настройки целевой функции [7], [8], [9], [10].
В настоящей статье предлагается эволюционный алгоритм распределения сварочных работ между исполнителями, параметры которого задаются с учетом информации о квалификации сварщиков, полученной на основе обработки и автоматизированного анализа данных о качестве сварных швов при выполнении ими предыдущих работ.
Особенности применяемого подхода к обработке и анализу данных о качестве сварных швов
В соответствии с подходом, предложенным в [11], [12], оценка размеров и количества дефектов сварных швов выполняется путем распознавания рентгеновских снимков с использованием сверточных нейронных сетей. Каждый сварочный шов проходит несколько видов контроля: визуально-измерительный, ультразвуковой и рентгенографический. Данные о результатах дефектоскопии заносятся в программный комплекс поддержки принятия решений, в том числе при использовании RFID-кодирования, что обеспечивает объективную непредвзятую оценку. Результаты рентгенографического контроля являются входными данными для нейросетевой модели, обученной с применением различных методов, и в том числе нового метода «переключения задач» в условиях ограниченной доступности данных. Данный метод объединяет небольшое рецептивное поле нейронной сети YOLOv5-s с технологией аугментации и трансферного обучения, что способно компенсировать небольшой объем данных за счет легкой архитектуры и уменьшения дисбаланса данных [11], [13]. Использование сверточных нейронных сетей позволяет автоматизировать процессы обнаружения дефектов, сократив время на определение их видов, количества и степени критичности, с целью последующего использования для решения задач распределения работ меду сварщиками, а также планирования их обучения с целью повышения квалификации [12].
Формализованное описание задачи распределения и эволюционного алгоритма ее решения
Приведем формализованное описание задачи распределения работ между сварщиками на основе оценки качества сварных швов. Исходными данными для данной задачи являются множество работ (Tasks) и множество сварщиков (Welders), привлекаемых для их выполнения.
Каждая работа  характеризуется приоритетом (
характеризуется приоритетом ( ), используемыми технологиями и инструментами (
), используемыми технологиями и инструментами ( ), сложностью (
), сложностью ( ), вероятностью появления дефектов сварных швов (
), вероятностью появления дефектов сварных швов ( ). Сложность работы ( ) определяется геометрическими характеристиками сварного шва и материалами сварной конструкции. Приоритет работ ( ) определяется руководителем в соответствии с планом-графиком производства и технологической картой каждого изделия.
). Сложность работы ( ) определяется геометрическими характеристиками сварного шва и материалами сварной конструкции. Приоритет работ ( ) определяется руководителем в соответствии с планом-графиком производства и технологической картой каждого изделия.
Целевая функция имеет вид:
 , (1)
, (1)
где NDWijk – среднее количество появления j-го вида дефектов при выполнении i-ой работы k-ым сварщиком, которое в свою очередь зависит от сложности задачи  );
);
NDWijmax – максимальное количество появления j-го вида дефектов при выполнении i-ой работы всеми сварщиками;
TDWik – среднее время выполнении i-ой работы k-ым сварщиком, которое в свою очередь зависит от используемой технологии и инструментов ( ;
;
TDWimax – максимальное время выполнении i-ой работы всеми сварщиками.
Общая схема алгоритма решения задачи представлена на рисунке 1.
Опишем основные шаги алгоритма.
Подготовительный шаг. Задаются параметры генетического алгоритма:
количество сварщиков population;
количество итераций  ;
;
номер итерации i=1;
количество вариантов назначения исполнителей на задачи.
Первоначально определяется перечень работ, который ранжируется по приоритету и последовательности выполнения.
Опишем основные шаги алгоритма.
Подготовительный шаг. Задаются параметры генетического алгоритма:
количество сварщиков population;
количество итераций ;
номер итерации i=1;
количество вариантов назначения исполнителей на задачи.
Первоначально определяется перечень работ, который ранжируется по приоритету и последовательности выполнения.
Особь в популяции (генотип) представляет собой массив, содержащий работы и сварщиков, участвующих в распределении.
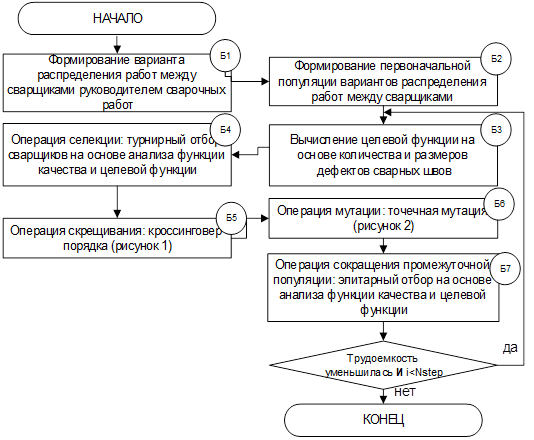
Рис. 1. Схема эволюционного алгоритма распределения работ между сварщиками
Fig. 1. The scheme of the evolutionary algorithm for the distribution of work between welders
Опишем основные шаги алгоритма.
Подготовительный шаг. Задаются параметры генетического алгоритма:
количество сварщиков population;
количество итераций ;
номер итерации i=1;
количество вариантов назначения исполнителей на задачи.
Первоначально определяется перечень работ, который ранжируется по приоритету и последовательности выполнения.
Особь в популяции (генотип) представляет собой массив, содержащий работы и сварщиков, участвующих в распределении.
Руководитель проекта принимает решение по первоначальному формированию распределения сварщиков на работы, сварщиками с учетом следующих ограничений (блоки Б1, Б2):
– один сварщик Wk выполняет одну работу Ti;
– одна работа выполняется одним сварщиком.
Варианты распределения, отличающиеся только порядком следования сварщиков, считаются различными, поскольку различный порядок следования сварщиков определяет разную последовательность распределения работ между ними и, соответственно, другой генотип.
Шаг 1. Вычисляется целевая функция для каждого варианта распределения (Блок Б3).
Шаг 2. Операция селекции (Блок Б4). Используется турнирный отбор. Проводится два раунда турнирного отбора. В каждом раунде случайным образом отбирается заданное количество вариантов распределения сварщиков на работы. Родителем становится вариант распределения с наилучшей целевой функцией. Результатом этого шага будут два варианта распределения работ между сварщиками genotypep1 и genotypep2.
Шаг 3. Операция скрещивания (Блок Б5). Используется кроссинговер порядка (рисунок 2). Случайным образом выбираются две точки разрыва p1 и p2, в соответствии с которыми генотип первого варианта распределения работ между сварщиками (родителя) genotypeP1 делится на три секции {section1, section2, section3}. Секция section2, находящаяся между точками разрыва, полностью копируется в генотип нового распределения работ (1-го и 2-го потомков) в те же самые абсолютные позиции.

Рис. 2. Схема выполнения операции скрещивания
Fig. 2. The scheme of the crossing operation
Формируется блок заполнения из генотипа второго варианта распределения работ genotypeP2 из сварщиков, которых нет в скопированной секции распределения, полученного в результате скрещивания (1-го потомка) genotypeCh1. Исполнители добавляются последовательно, начиная со второй точки разрыва p2. Когда достигается конец генотипа второго варианта распределения работ genotypeP2, процесс заполнения продолжается с первой позиции.
Первый сварщик блока заполнения помещается в первую позицию генотипа потомка. Следующие сварщики занимают свободные позиции в относительном порядке.
Второй вариант распределения работ между сварщиками (2-ой потомок) genotypeCh2 формируется аналогичным образом для тех же вариантов распределения genotypeP1 и genotypeP2. При этом действия, выполнявшиеся ранее в процессе скрещивания для genotypeP1, выполняются для genotypeP2, и наоборот.
Результатом шага 3 являются два варианта распределения genotypeCh1 и genotypeCh2.
Шаг 4. Операция мутации (Блок Б6). Используется точечная мутация, которая заключается во взаимном обмене работ между двумя сварщиками (рисунок 3).
Результатом шага 4 являются новые варианты распределения genotypeM1 и genotypeM2.
Шаг 5. Сокращение количества вариантов распределения работ между сварщиками (Блок Б7). Применяется стратегия элитарного отбора. Промежуточная популяция включает исходные варианты распределения работ (genotypeP1 и genotypeP2), варианты распределения, полученные в результате скрещивания (genotypeCh1 и genotypeCh2) и мутации (genotypeM1 и genotypeM2). Для дальнейшей работы выбирается подмножество вариантов распределения численностью population с наилучшими значениями целевой функции.
Проверяются условия:
- если i< , то i=i+1, и выполняется переход к шагу 2;
- если i= , то выполняется переход к шагу 6;
- если наилучшее значение целевой функции не улучшилось, то выполняется переход к шагу 6.
Шаг 6. Завершение работы алгоритма. В качестве решения задачи выбирается вариант распределения исполнителей на задачи с наилучшим значением целевой функции из последней популяции.
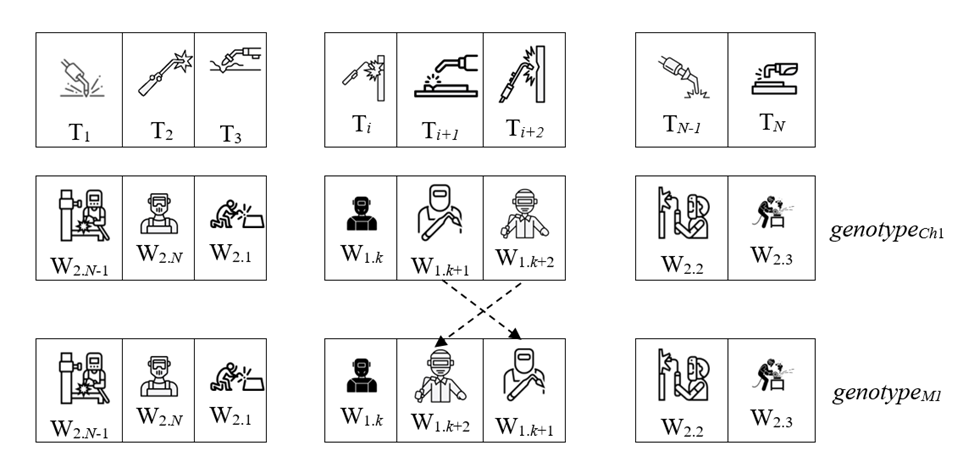
Рис. 3. Схема выполнения операции мутации
Fig. 3. The scheme of the mutation operation
Результатом шага 4 являются новые варианты распределения genotypeM1 и genotypeM2.
Шаг 5. Сокращение количества вариантов распределения работ между сварщиками (Блок Б7). Применяется стратегия элитарного отбора. Промежуточная популяция включает исходные варианты распределения работ (genotypeP1 и genotypeP2), варианты распределения, полученные в результате скрещивания (genotypeCh1 и genotypeCh2) и мутации (genotypeM1 и genotypeM2). Для дальнейшей работы выбирается подмножество вариантов распределения численностью population с наилучшими значениями целевой функции.
Проверяются условия:
- если i< , то i=i+1, и выполняется переход к шагу 2;
- если i= , то выполняется переход к шагу 6;
- если наилучшее значение целевой функции не улучшилось, то выполняется переход к шагу 6.
Шаг 6. Завершение работы алгоритма. В качестве решения задачи выбирается вариант распределения исполнителей на задачи с наилучшим значением целевой функции из последней популяции.
Экспериментальная проверка алгоритма распределения
Экспериментальная проверка алгоритма проводилась для серии задач распределения работ между сварщиками, в которых число сварщиков варьировалось от 15 до 50, а число работ – от 10 до 20. Для оценки квалификации сварщиков использовались данные о дефектах сварных швов, полученных в рамках последних 100 выполненных ими работ. Результаты работы алгоритма сравнивались с результатами распределения сварщиков, выполняемого руководителем сварочных работ в ручном режиме.
Вероятность скрещивания выбиралась равной 0,8, а вероятность мутации равной 0,05. Значение целевой функции  рассчитывалось по формуле (1)
рассчитывалось по формуле (1)
Показатели работы алгоритма распределения для числа работ, равного 10, и числа сварщиков, равного 20, представлены в таблице 1. Для сравнения выбирались два варианта ручного распределения работ: между сварщиками с номерами 1 … 10 и между сварщиками с номерами 7 … 16. Из таблицы 1 видно, что в первом случае применение эволюционного алгоритма распределения привело к улучшению значения целевой функции на 15,2%, а во втором случае – на 23,68%.
Для остальных задач распределения были получены схожие результаты. В целом результаты экспериментальной проверки подтвердили эффективность применения разработанного эволюционного алгоритма для распределения сварочных работ между исполнителями по сравнению с распределением в ручном режиме.
Таблица 1
Результаты сравнительных назначений сварщиков на работы
Table 1
The results of comparative assignments of welders to work
|
|
Распределение руководителем сварочных работ в ручном режиме |
Итерация генетического алгоритма |
||||||
|
1 |
3 |
7 |
9 |
итоговый |
||||
|
№ 1-10 |
№ 7-16 |
|||||||
|
|
9,526 |
10,583 |
11,583 |
11,254 |
10,656 |
9,096 |
8,077 |
|
Предложенный алгоритм реализован в программном комплексе повышения эффективности управления сварочными работами. Программный комплекс включает программное обеспечение для учета выполнения сварочных работ [14] и программное обеспечение для рационального распределения работ между сварщиками [15].
Заключение
Автоматизация контроля сварочных работ и поддержки принятия решений по управлению их организацией, с использованием специализированного алгоритмического и программного обеспечения, позволяет повысить мотивацию сварщиков к улучшению качества работ, избежать субъективной оценки и предвзятого отношения контролеров, членов аттестационных и конкурсных комиссий. Сокращение количества дефектов сварных швов за счет эффективного распределения сварочных работ между исполнителями позволяет уменьшить количество аварий на нефте- и газопроводах и теплотрассах, а также сократить расход ресурсов на устранение дефектов сварных конструкций на промышленных предприятиях.
В статье предложен алгоритм распределения сварочных работ между исполнителями. Отличительной особенностью данного алгоритма является сочетание эволюционного подхода к решению оптимизационных задач распределительного типа и автоматизированной обработки информации о квалификации сварщиков, полученной по результатам визуально-измерительного, рентгенографического и ультразвукового контроля. Результаты экспериментальной проверки предложенного подхода к решению задач распределения показали его эффективность по сравнению с распределением в ручном режиме.
Рассмотренный алгоритм реализован в составе программно-информационной системы управления организацией сварочных работ, которая успешно прошла испытания в инженерно-техническом центре ОАО «БЕЛГАЗСТРОЙ» (г. Минск, республика Беларусь). Программные компоненты данной системы, включая поддержку распределения сварочных работ между исполнителями, были также внедрены в ООО «ИНВЕСТАП-МАИНД» (г. Минск, республика Беларусь), что позволило сократить количество дефектов сварных соединений на 20-30%.
1. Technological Preparation and Organization of Welding Production, Installation and Construction Companies. Guiding Document 95 10436-91. Approved 1991 May 14; Group T53. 34 p.
2. Kumar A., Van der Aaalst W.M.P., Verbeek E.M.W. Dynamic Work Distribution in Workflow Management Systems: How to Balance Quality and Performance. Journal of Management Information Systems. 2002;18(3):157-193. DOIhttps://doi.org/10.1080/07421222.2002.11045693.
3. Katoch S., Chauhan S.S., Kumar V. A Review on Genetic Algorithm: Past, Present, and Future. Multimedia Tools and Applications. 2021;80:8091-8126. DOIhttps://doi.org/10.1007/s11042-020-10139-6.
4. Karpenko A.P. Evolutionary Operators for Global Optimization Population-Based Algorithms. Mathematics and Mathematical Modeling. 2018;1:59-89. DOIhttps://doi.org/10.24108/mathm.0118.0000103.
5. Zakharova A.A., Zakharchenkov K.V., Vaynilovich Yu.V. Integrated System Approach to Improving the Efficiency of IT Projects Management Based on Evolutionary Modelling. CEUR Workshop Proceedings of the 8th International Scientific Conference on Computing in Physics and Technology. 2020, vol. 2763. p. 309-314. DOIhttps://doi.org/10.30987/conferencearticle_5fce27732298c9.93530561.
6. Karpenko A.P. Expressive Means of Population-Based Algorithms for Global Optimization. Systems of Computer Mathematics and Their Applications. 2018;19:283-292.
7. Antonova A.S., Aksyonov K.A. Application of the Simulation and Evolutionary Modelling in the Scheduling. Scientific and Technical Bulletin of SPbSPU. Informatics. Telecommunications. Control. 2013;6(186):126-136.
8. Vainilovitch Yu.V. Experimental Efficiency Checking of Applying Evolutionary Modelling in Managing Organizational Processes of IT Projects. Ergodesign. 2022;1(15):3-13. DOIhttps://doi.org/10.30987/2658-4026-2022-1-3-13.
9. Vainilovitch Yu.V., Zakharchenkov K.V. Software Complex for Multilevel Management of IT Projects. Innovations. 2019;8(250):88-96. DOIhttps://doi.org/10.26310/2071-3010.2019.250.8.014.
10. Yanukovich S.P., Borisov V.V., Zakharchenkov K.V. The Concept of Improving the Efficiency of Managing of Educational Systems Based on Adaptive Algorithms of Swarm Intelligence. Information Technologies. 2020;26(12):706-716. DOIhttps://doi.org/10.17587/it.26.706-716.
11. Kapelko E.A., Misnik A.E. Detection of Welding Defects in Small Datasets. In: Proceedings of the 12th International Scientific-Practical Conference on Integrated Models and Soft Computing in Artificial Intelligence (IMMV-2024); 2024 May 14-17; Kolomna. Smolensk: Universum: 2024. p. 285-292. 2 vol.
12. Zarovchatskaya E.V., Misnik A.E., Averchenkov A.E. Method for Complex Increase of Welding Production Control Efficiency Based on Swarm Intelligence Algorithms and Evolutionary Modelling. Vestnik of Samara State Technical University. Technical Sciences Series. 2024;32-1(81):56-73. DOIhttps://doi.org/10.14498/tech.2024.1.4.
13. Misnik A, Kapelko E. Low-Data Welding Defects Detection. In: Proceedings of the 7th International Conference on Information Technologies in Engineering Education (Inforino); Moscow (Russian Federation): 2024. p. 1-6. DOIhttps://doi.org/10.1109/Inforino60363.2024.10551969.
14. Yudenkov M.A., Agayev R.A., Zakharchenkov K.V., et al. EfficientWelders Program for Improving the Efficiency of Welders’ Work Management. Computer Software, Reg. No. RU № 2024687123; 2024 Nov 14.
15. Zarovchatskaya E.V., Zakharchenkov K.V., Misnik A.E.., et al. WeldingSoftComputing Program for Enhancing the Efficiency of Welding Operations Management Based on Soft Computing. Computer Software, Reg. No. RU № 2024685280; 2024 Oct 25.