


Russian Federation
A method and an apparatus for separating biogas formed in methane tanks of treatment facilities has been developed. As a result of the separation, methane and carbon dioxide of nutritional value are obtained. Separation of biogas is carried out in an absorption-desorption unit by chemisorption with a solution of monoethanolamine. Additional purification and deodorization of carbon dioxide is carried out in vortex mass-exchange apparatus with successive irrigation with solutions of active silt and strong oxidants.
biogas, methane, absorption, deodorization, activated sludge, sewage sludge, carbon dioxide, methane.
Современные станции очистки сточных вод в своих технологических схемах имеют отделения по анаэробному сбраживанию смеси сырых осадков сточных вод и избыточного активного ила. При сбраживании этой смеси из 1 кг беззольного вещества образуется 0,4 м3 биогаза или более 11 м3 из 1 м3 загружаемой смеси. Непосредственное сжигание биогаза сопровождается повышенным выбросом углекислого газа в атмосферу, что недопустимо как с экономической, так и с экологической точек зрения. Разработанный способ утилизации биогаза позволит получить практически чистый метан и углекислый газ товарного достоинства [15, 16, 17, 21].
Схема получения биогаза
Биогаз образуется в метантенках при сбраживании осадка сточных вод очистных сооружений. Обычно используется двухступенчатая схема очистки сточных вод: механическая и биологическая. Сточная вода, пройдя через решетки, песколовки и первичные отстойники, направляется на биологическую очистку в аэротенки. Из аэротенков смесь сточной воды и активного ила направляется во вторичные отстойники. Затем сырой осадок, образующийся в первичных отстойниках, а также избыточный ил из вторичных отстойников, направляются в метантенки. В них происходит распад (минерализация) органического вещества за счет деятельности анаэробных микроорганизмов. В процессе распада выделяются в основном метан и диоксид углерода. По существующей схеме биогаз собирается в газгольдере, а оттуда направляется в котельную [12, 13, 18, 19].
Схема разделения биогаза
Для разделения биогаза на метан и СО2 с учетом его физико-химического и микробиологического состава наиболее приемлемым способом является абсорбция. При выборе сорбента были изучены различные системы [1, 2, 4, 8, 9, 10].
Физическая абсорбция СО2. Водная очистка наиболее старый метод – типичный процесс физической абсорбции. Растворимость СО2 в воде хорошая и существенно выше, чем метана, кислорода и азота. Используют, как правило, скрубберы с насадкой из колец Рашига, работающие под давлением 10–30 ат. В таких условиях диффузионные сопротивления в жидкой и газовой фазах соизмеримы и поэтому при расчёте кинетики процесса надо учитывать коэффициенты массоотдачи для обеих фаз. Для снижения концентрации СО2 до 2% необходимо, чтобы стадия десорбции проводилась под вакуумом 0,4 ат, либо отдувкой СО2 воздухом. Существуют и другие сорбенты для физической абсорбции, имеющие большую поглотительную способность. К ним относятся: пропиленкарбонат С4Н6О3. Растворимость СО2 в пропиленкарбонате в 3 раза выше растворимости СО2 в воде (флюор-процесс), N-метилпирролидон C5H9ON (процесс пуразол), эфиры моно- или полиэтиленгликоли и другие органические растворители [4, 5, 11, 12].
Хемосорбционные способы выделения углекислого газа. При хемосорбции молекулы растворённого в жидкости вещества вступают в химическую реакцию с активным компонентом хемосорбента. Эти реакции, как правило, обратимы и сопровождаются выделением тепла. При повышении температуры раствора химические соединения разлагаются с выделением исходных веществ. Хемосорбция более эффективна в процессах тонкого извлечения СО2 до остаточного содержания менее 20 мг/м3 газа. Поглотительная способность хемосорбента характеризуется степенью карбонизации α, которая показывает насыщенность раствора диоксидом углерода (кмольСО2 /кмоль раствора). Регенерация хемосорбента производится повышением температуры раствора до температуры кипения. При высокой концентрации СО2 экономически целесообразно проводить тонкую регенерацию лишь части хемосорбента, а остальную подвергать грубой регенерации. В качестве сорбентов обычно используют водные растворы щелочей (NaOH, NН4ОН), поташа К2СО3, органические основания (этаноламины). Этаноламины – органические основания, получаемые при взаимодействии окиси этилена и аммиака.
CH2)2O + NH3 ↔ HOCH2CH2NH2, моноэтаноламин (МЭА)
2(CH2)2O+NH3↔ (HOCH2CH2)2NH, диэтаноламин (ДЭА) получение этаноламинов.
3(CH2)2O + NH3 ↔ (HOCH2CH2 )3N, триэтаноламин (ТЭА)
Поглотительная способность СО2 водными растворами МЭА выше, чем растворами ДЭА и ТЭА, а цена ниже. Поэтому для абсорбции предпочтительнее МЭА.
Механизм поглощения СО2.
СО2 + 2RNH2 + H2O ↔ (RNH3)2CO3 R - группа HOCH2CH2,
СО2 + (RNH3)2 CO3 + H2O ↔ 2RNH3НCO3(бикарбонат МЭА).
Конечным продуктом является карбонат или бикарбонат моноэтаноламмония.
При выборе концентрации МЭА обычно принимают 15–20% водный раствор (2,5-3,3 кмоль МЭА/ м3 раствора). Увеличение концентрации МЭА повышает ёмкость раствора по СО2, что приводит к уменьшению циркуляции раствора и снижению тепла, расходуемого на его регенерацию. Однако увеличение концентрации МЭА выше 30% увеличивает коррозию аппаратуры. Также растёт вязкость, что увеличивает гидравлическое сопротивление в системе и приводит к снижению скорости массо- и теплообменных процессов [4, 13, 14, 15].
Наиболее совершенной схемой с позиций экономии тепла и повышения степени очистки является 2-х поточная схема (рис. 1). Биогаз при t = 20-40 оС поступает в абсорбер 1, орошаемый 20%-ным раствором МЭА при t = 40 оС. Абсорбер работает при Р=2,64 мПа, нижняя его часть орошается груборегенерированным раствором со степенью карбонизации a = 0,3-0,35, а верхняя тонкорегенерированным раствором с a = 0,1. Пройдя абсорбер, газ очищается до 100 см3СО2/м3 газа, а МЭА насыщается СО2 до a = 0,6.
Отработанный раствор при t = 60-65 оС направляется в регенератор. С целью более полной рекуперации тепла поток делится на 3 потока. Первый поток (10%) подают в верхнюю часть регенератора, служащего для охлаждения выходящих газов и улавливания паров МЭА, второй (45%) нагревается в теплообменнике 5 до 90-95 оС отходящим груборегенерированным раствором. Оставшиеся 45%, пройдя два теплообменника, нагреваются до 104–107 оС и подаются в среднюю часть регенератора 2 ниже первых двух. Регенератор работает при Р=0,24 мПа.
В верхней части регенератора за счёт снижения давления и повышения температуры СО2 десорбируется из раствора МЭА при отдувке его паром, поднимающимся из нижней части регенератора. Происходит грубая очистка раствора до a = 0,3-0,35. Половина этого раствора с глухой тарелки отбирается, охлаждается в теплообменнике 5 и воздушном холодильнике 4 и при t = 40 оС направляется на орошение нижней части абсорбера 1.
Остальная часть раствора поступает в нижнюю часть регенератора, где с помощью кипятильника 6 раствор кипит, и осуществляется регенерация до a = 0,1. Этот раствор после охлаждения подаётся на орошение верхней части абсорбера 1. [3, 6, 20].
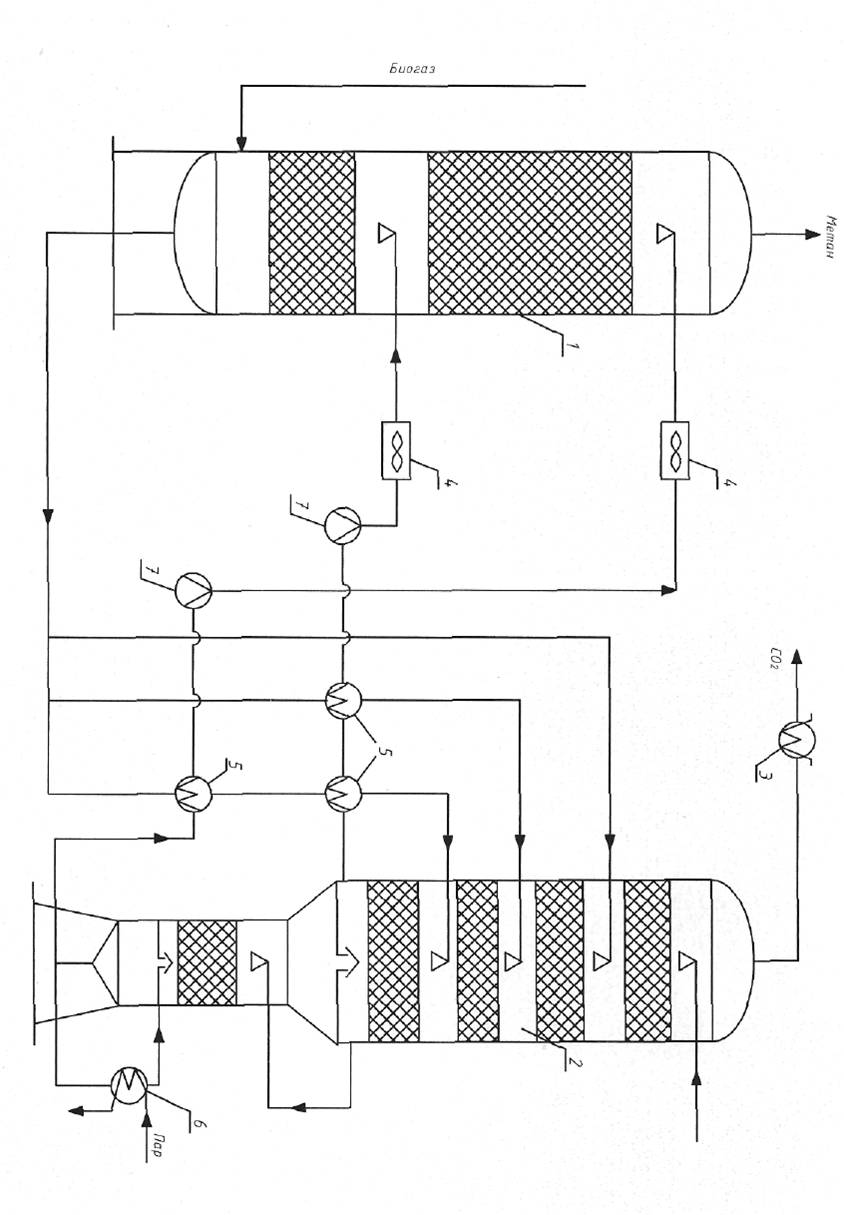
Рис. 1. Двухпоточная технологическая схема очистки газа от СО2 раствором МЭА:
I – абсорбер; 2 – регенератор; 3 – конденсатор;
4 – аппарат воздушного охлаждения; 5 – теплообменник; 6 – кипятильник; 7 – насос
Установка разделения биогаза и очистки СО2
Технологическая схема установки представлена на рис. 2. В разработанной нами установке для выделения СО2 из биогаза была использована 2-х поточная схема, описанная выше.
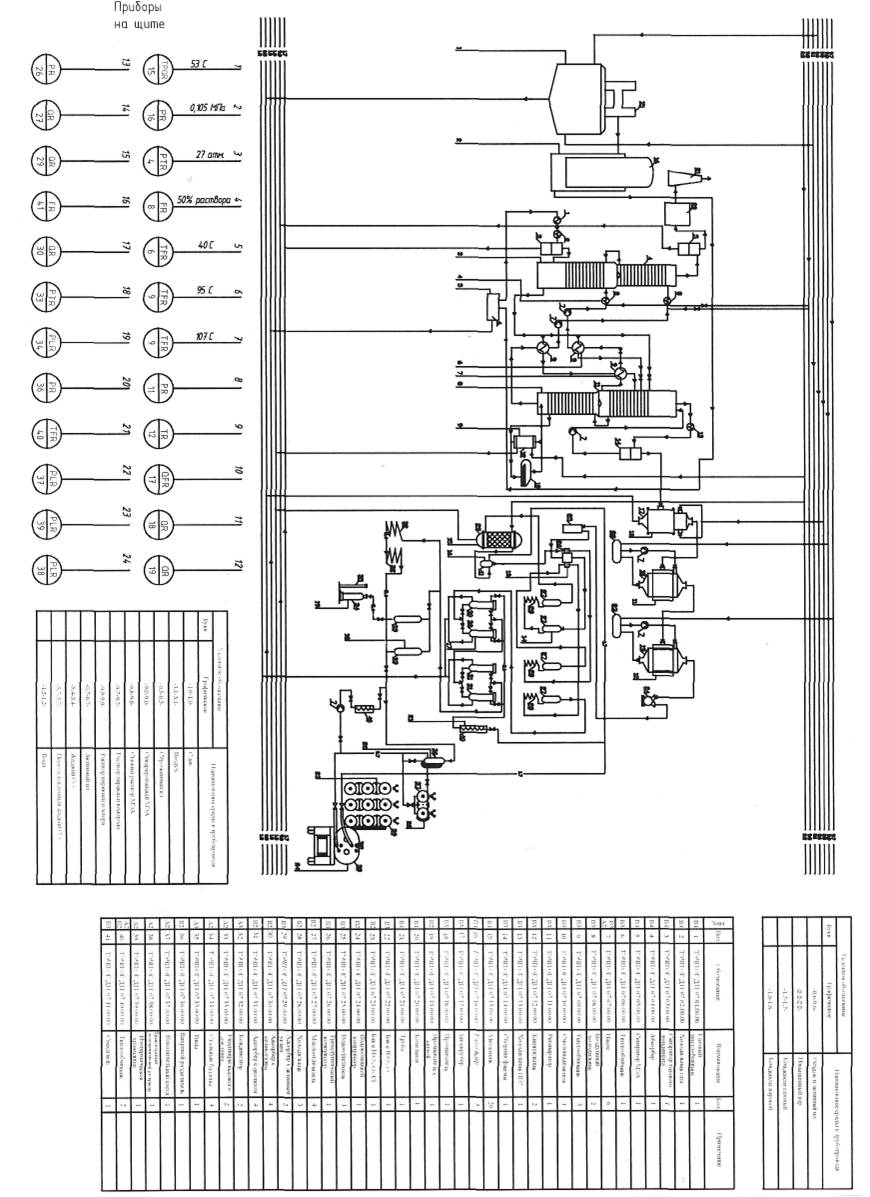
Рис. 2. Технологическая схема разделения биогаза и очистки СО2
Выделенный из биогаза углекислый газ имеет специфический запах, характерный для анаэробных процессов и содержит ряд органических веществ. Для дальнейшего использования СО2 необходима его дезодорация и дополнительная очистка. При дезодорации уничтожаются дурные запахи, обусловленные различными примесями, присутствующими иногда в аналитически неопределимых концентрациях. Запах может быть вызван органическими кислотами, сероводородом, фенолами, хлором и т.д. Методы дезодорации подразделяют на физико-химические и биологические. Известные физико-химические методы дезодорации малоэффективны, дороги и сложны в эксплуатации, а главное, сами обусловливают вторичное загрязнение окружающей среды. Для биологической дезодорации используют жизнедеятельность организмов, существующих в природе, при этом образование вторичного запаха не происходит. В результате жизнедеятельности микроорганизмов деструкции могут подвергаться самые различные органические соединения, причем каждый одорант утилизируется какой-либо определенной группой микроорганизмов. Загрязненный газ подается в аппарат, где и контактирует с орошающей суспензией микроорганизмов. Этой суспензией является активный ил, адаптированный к поступаюшим в биоскруббер одорантам.
Углекислый газ после регенератора направляется биоскруббер поз. 17 для проведения дезодорации, затем в два, последовательно установленных абсорбера поз. 18,19 для промывания сильными окислителями и далее на получение товарных форм углекислоты в жидком и твердом виде. На первой стадии промывание (окисление) осуществляют атомарным кислородом (перекись водорода или озон) при его концентрации 2,0-35 мг/л в жидкой фазе. На второй стадии – атомарным кислородом (перекись водорода либо озон) и атомарным хлором (гипохлориты натрия или калия), при концентрациях 2.0 – 35 и 5-65 мг/л соответственно [6, 7, 16].
Конструкция и техническая характеристика абсорбера
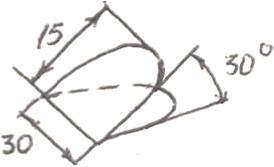
В нашем случае целесообразно использование тарельчатого абсорбера, т.к. эффективность абсорбции в барботажном слое в 3-4 раза выше, чем в насадочной колонне. Кроме того, эксплуатация тарельчатых колонн большого диаметра не связана с преодолением тех трудностей, которые возникают при неравномерном распределении жидкости по сечению насадочного аппарата большого диаметра. Предлагаемый абсорбер представляет собой тарельчатую колонну с двухзонным контактом фаз. Тарелка состоит из плоского перфорированного основания с установленными на нем переливными устройствами, которые могут быть как однощелевыми, так и многошелевыми (рис.3 а, б). Однощелевой перелив с уменьшающимся к низу диаметром состоит из составного патрубка, представляющего собою две цилиндрических трубы 2 и 4, имеющих разные диаметры, соединенные между собою конусом 3, и отбойного диска 5, расположенного на расстоянии 5-15 мм от нижнего торца переливного патрубка, определяющего ширину кольцевой щели.

Рис. 3. Конструкции переливных устройств: а) однощелевого; 6) двухщелевого.
Двухщелевое переливное устройство состоит из двух соосно установленных патрубков – наружного (2) и внутреннего (4), снабженных отбойными дисками (5), образующими кольцевые щели шириной hщ1 и hщ2 .
Жидкость, находящаяся на плато тарелки I, перетекает в направлении от периферии к переливному устройству, а газ барботирует через движущийся жидкостной поток. В однощелевом устройстве жидкость, переливаясь через кромку сливной перегородки, попадает в переливное устройство и затем под действием статического напора вытекает из кольцевой щели hщ в виде плоской струи. Эти струи перекрывают свободное сечение аппарата и образуют дополнительную зону контакта газа с жидкостью, перетекающей на нижерасположенную тарелку. В двухщелевом устройстве жидкость, переливаясь через сливную перегородку, перетекает по внутренней стенке наружного патрубка и конуса 3 во внутренний патрубок 4 и вытекает из нижней щели. С увеличением нагрузки по жидкости уровень ее в патрубке растет, по достижении верхнего торца патрубка жидкость начинает заполнять пространство между патрубками 2 и 4 и начинается истечение из верней щели. В межтарельчатом объеме образуется вторая кольцевая струя. Применение двухщелевого перелива позволяет существенно расширить диапазон устойчивой работы тарелки, а также способствует уменьшению уноса жидкости на вышележащую тарелку благодаря сепарационным свойствам жидкостных плоских струй, движущихся перпендикулярно газовому потоку.
Конструктивная схема аппарата представлена на рис. 4. В качестве исходных данных при его расчете были взяты следующие параметры: рабочее давление Р=27 атм., количество биогаза на входе: G=308375,2 нм3/сут=12848,97 нм3/ч, состав газа на входе СО2=30%, CH4=70%, удельный вес газа при нормальных условиях γг=1,2 кг/м3, содержание СО2 на выходе из абсорбера не более 0,1%, абсорбент – 3,3 Н водный раствор МЭА, температура биогаза 50 оС, вязкость биогаза при t = 0 оС и Р=1 кгс/см2 - μг=12,13 ×10-6 Па ×сек, температура раствора МЭА: на входе 35 оС, на выходе 60 оС, поверхностное натяжение раствора МЭА σ=0,006 кг/м, удельный вес раствора МЭА γ= 1000 кг/м3, вязкость раствора μ=0,306 мПа×сек, степень карбонизации раствора МЭА на входе a = 0,15, на выходе 0,7.
Основные результаты технологического расчета абсорбера.
Гидравлический расчет
Определены основные геометрические размеры абсорбера и параметры потоков. Нижняя часть абсорбера – диаметр 1 м, скорость газа по сечению 0,167м/с, диаметр отверстий полотна тарелки 5мм, скорость газа в отверстиях полотна 3,93 м/с, живое сечение 5,16%. Верхняя часть – диаметр 0,8 м, скорость газа по сечению 0,262 м/с, диаметр отверстий полотна тарелки 8 мм. Максимальная скорость газа, ограниченная уносом жидкости 0,4 м/с. Расход орошающей жидкости 95м3/час. Отверстия диаметром 5 и 8 распределены на рабочей площади тарелки по вершинам правильных треугольников со стороной 22 мм.
Массобменный расчет
Масссобменный расчет процесса абсорбции проводили с использованием критериальных зависимостей. Были определены коэффициенты массотдачи: βжfн = 107,1 м/час, βжfв = 91,4 м/час – в жидкой фазе в нижней и верхней частях колонны, соответственно, βгfн = 1492 м/час, βгfв = 2080 м/час – в газовой фазе для нижней и верхней частей абсорбера. Определены константы фазового равновесия для верхней и нижней зон колонны. Рассчитаны коэффициенты массопередачи Когfн = 37,5 м/с и Когfв = 909 м/с и число тарелок в колонне – 12 шт. (8 в верхней части и 4 нижней). Высота колонны составила 7,6 м.

Рис. 4. Абсорбер
Дезодорация и очистка углекислого газа. Устройство для его осуществления
Специфика проведения процесса биоочистки налагает определенные требования на конструкцию аппарата:
– зона контакта фаз не должна иметь гидравлических «теней», т.е. должна хорошо омываться орошающей жидкостью со скоростью, достаточной для предотвращения оседания клеток микроорганизмов;
– аппарат должен легко разбираться для очистки и мойки контактного элемента;
– большие количества газа должны обрабатываться относительно малыми количествами жидкости;
– аппарат должен иметь малое гидравлическое сопротивление по газовому тракту.
Этим требованиям наиболее полно отвечает представленный на рис. 4 вихревой абсорбер. Процесс очистки газа состоит в следующем. Газ направляется в газовую рубашку вихревого абсорбера центробежным вентилятором. Газовая рубашка охватывает по всей высоте контактный элемент, имеющий лепестковые просечки.
 Из газовой рубашки через просечки углекислый газ направленно вводится на внутреннюю поверхность контактного элемента, куда из распределителя жидкости, расположенного в верхней части аппарата, разсосредоточенным по периметру, закрученным потоком подаётся суспензия активного ила. Струи газа входят во вращающийся слой жидкости в направлении его вращения и дополнительно его подкручивают. Таким образом, по всей высоте контактного элемента образуется вихревой газожидкостный поток с высокоразвитой поверхностью контакта фаз, что определяет эффективность работы аппарата. Плёнка жидкости, формирующаяся на внутренней поверхности контактного элемента, под действием центробежных сил и сил гравитации имеет толщину 3–
Из газовой рубашки через просечки углекислый газ направленно вводится на внутреннюю поверхность контактного элемента, куда из распределителя жидкости, расположенного в верхней части аппарата, разсосредоточенным по периметру, закрученным потоком подаётся суспензия активного ила. Струи газа входят во вращающийся слой жидкости в направлении его вращения и дополнительно его подкручивают. Таким образом, по всей высоте контактного элемента образуется вихревой газожидкостный поток с высокоразвитой поверхностью контакта фаз, что определяет эффективность работы аппарата. Плёнка жидкости, формирующаяся на внутренней поверхности контактного элемента, под действием центробежных сил и сил гравитации имеет толщину 3–
Для двухстадийного окисления органики также используются вихревые абсорберы, которые используются на предыдущей стадии – дезодорации СО2. Причем в последнем вихревом массообменном аппарате дополнительно установлен пакет из сетки трикотажного плетения, концентрически и вплотную размещенной на внутренней стенке цилиндрического корпуса, при этом ширина сетки составляет не менее 0,05 диаметра цилиндрического корпуса. Использование массообменного аппарата с сеткой на финишной стадии очистки углекислого газа обеспечивает повышение эффективности окисления за счет увеличения времени пребывания в аппарате жидкой фазы.
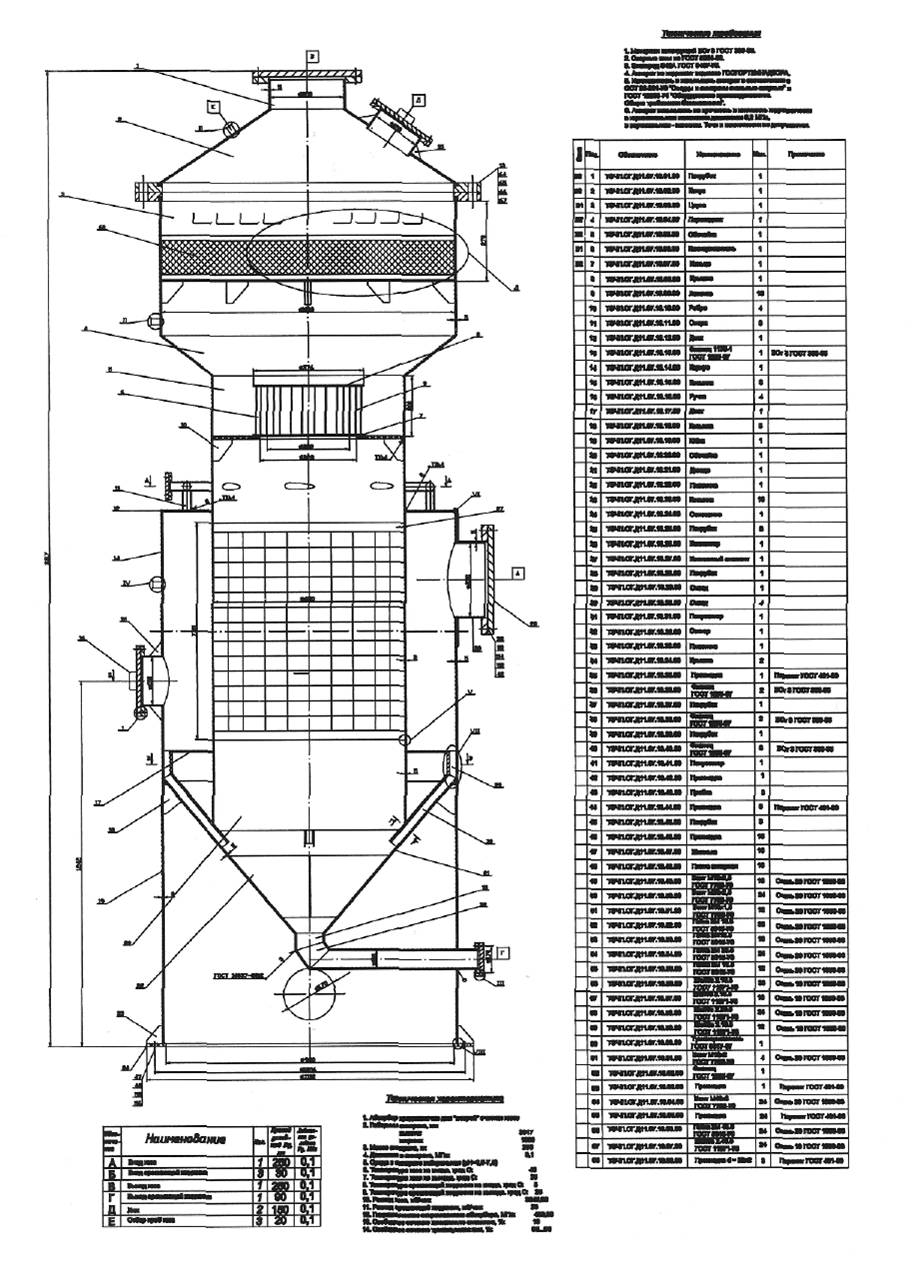
Рис. 5. Вихревой абсорбер (биоскруббер)
Расчет абсорбера
При расчете были использованы имперические зависимости, полученные при разработке аппарата и определены следующие параметры: рабочая поверхность контактного элемента Fp = 1,5 м2, расход активного ила L = 25 м3/ч, провал жидкости через просечные отверстия  = 0,23 м3/ч, что составляет 0,92% от общего расхода жидкости, полное гидравлическое сопротивление абсорбера с учетом центробежного каплеуловителя и туманоуловителя Δ = Робщ = 450,96 Па, толщина пленки жидкости на контактном элементе 3 мм, газосодержание аэрируемой пленки жидкости 0,8.
= 0,23 м3/ч, что составляет 0,92% от общего расхода жидкости, полное гидравлическое сопротивление абсорбера с учетом центробежного каплеуловителя и туманоуловителя Δ = Робщ = 450,96 Па, толщина пленки жидкости на контактном элементе 3 мм, газосодержание аэрируемой пленки жидкости 0,8.
Расчет каплеуловителя и туманоуловителя
С целью более полной очистки газа, а также для предотвращения капельного уноса, в верхней части вихревого абсорбера установлены каплеуловитель и сетчатый туманоуловитель. В нашем случае устройством для улавливания капель является встроенный центробежный каплеуловитель с цилиндрическим завихрителем. Основным его достоинством является высокая эффективность и меньшая по сравнению с инерционным каплеуловителем склонность к образованию отложений. Отвод жидкости из сепаратора осуществляется через сливные патрубки, расположенные в нижней части сепаратора. По результатам расчетов определены оптимальная скорость газа в завихрителе, его размеры и их соотношения.
Второй стадией улавливания мелких капель в аппарате является туманоуловитель. Туманоулавливание – процесс выделения из туманов капель размером менее 10 мкм, т.е. капелек субмикронных размеров. В качестве туманоуловителей широко используют волокнистые самоочищающиеся фильтры, снаряжаемые слоями из стеклянных, синтетических и металлических волокон, а также пакеты вязанных металлических и синтетических сеток. В данном случае целесообразно использование сетчатого туманоуловителя, который изготовлен из металлической проволоки, выполненной в виде сетки трикотажного плетения. Коалесцирующие на сетке мелкие капли влаги, увеличившись в массе, опускаются в нижнюю часть аппарата навстречу потоку газа. Сетки трикотажного плетения изготавливают из проволок диаметром 0,2–
Таблица 1 Характеристика туманоуловителя
|
Скорость газа в активной зоне, м/с |
Эффективность очистки % частиц размером, мкм |
Гидравлическое сопротивление, кПа |
||
|
до 1 |
1-3 |
3-10 |
||
|
2,5-4,5 |
20-40 |
70-90 |
90-98 |
0,2-1,0 |
Технология получения товарной углекислоты
Получение углекислого газа из различных отходящих газов практикуется очень широко. Это газовоздушные выбросы (ГВВ) от теплоэлектростанций, котельных, производства дрожжей и других микробиологических производств. Содержание углекислого газа в этих ГВВ колеблется, однако не превышает 7–10%. Тем более заманчиво использовать в качестве источника углекислого газа биогаз, в котором содержится СО2 до 30%.
В соответствии с технологической схемой, представленной на рис. 2, дезодорированный и очищенный углекислый газ поступает в водокольцевой компрессор 24, где он дополнительно очищается и охлаждается, и, пройдя водоотделитель 25, компримируется в первой ступени трехступенчатого компрессора 26 до 0,5 МПа и направляется в холодильник 28. Для очистки и осушки диоксида углерода до и после холодильника установлены маслоотделители 27.
После этого газ очищают в адсорберах 29 активным углем. Адсорберов два: один находится в работе, другой – на регенерации. Из адсорберов диоксид углерода поступает во вторую ступень компрессора, где компримируется до 2,4 – 2,5 МПа, а затем через холодильник 28 и маслоотделитель 27 поступает в третью ступень компрессора. Газ, сжатый примерно до 7 МПа, проходит холодильник 28, маслоотделитель 27 и последовательно соединенные адсорберы с силикагелем 30 и с цеолитом 31. В них газ окончательно очищается и осушается. В связи с необходимостью регенерации адсорбентов предусмотрены четыре попарно работающих адсорбера с силикагелем и цеолитом. Далее газ поступает в конденсатор 32, где, отдавая тепло, конденсируется. Сжиженный диоксид углерода заполняет ресиверы высокого давления 33 и поступает в стальные баллоны 34, помещенные на весы 35.
Выводы
- крупные современные схемы станций очистки сточных вод должны быть оснащены стадией анаэробного сбраживания осадков сточных вод и избыточного активного ила;
- биогаз, образующийся при анаэробном сбраживании, не должен выбрасываться в атмосферу или сжигаться, поскольку при простом сжигании биогаза без его предварительного разделения в атмосферу выбрасывается не только углекислый газ, образующийся при сгорании, но и сопутствующие 30% углекислого газа, содержащегося в биогазе. Эта приводит к значительному загрязнению атмосферы парниковым газом;
- учитывая то обстоятельство, что биогаз образуется а анаэробных условиях сбраживания сырого осадка сточных вод и избыточного активного ила, что обуславливает наличие в биогазе большого количества органических веществ хотя и в малых концентрациях, но являющихся одорантами, а возможно и вредными веществами, то необходимо в схеме извлечения СО2 устанавливать дополнительные ступени очистки и дезодорации.
1. Planovskiy A.N., Ramm V.M., Kagan S.Z. Processy i apparaty himicheskoy tehnologii [Tekst] / A.N. Planovskiy, V.M. Rimm, S.Z. Kagan. - M.: Himiya, 1967. - 847 s.
2. Pavlov K.F., Romankov P.G., Noskov A.A. Primery i zadachi po kursu processov i apparatov himicheskoy tehnologii [Tekst] / K.F. Pavlov, P.G. Romanov, A.A. Noskov. - M.: Himiya, 1987. - 575 s.
3. Lukanin A.V. i dr., patent RF №2414282,., Sposob utilizacii biogaza metantenkov., 2012.
4. Ramm V.M. Absorbciya gazov [Tekst] / V.M. Rimm. - M.: Himiya, 1976. - 656 s.
5. Chehov O.S., Pivovarov B.E. Raschet kolonnyh apparatov dlya ochistki gazovyh smesey ot uglekisloty [Tekst] / O.S. Chehov, B.E. Pivovarov. - M.: MIHM, I976. - 57 s.
6. Apparaty kolonnye tarel'chatogo tipa s tarelkami s dvumya zonami kontakta faz. Metod tehnologicheskogo rascheta. RTM 26-01-79-85. M.: Minhimneftemash SSSR.
7. Stabnikov V.N. Raschet i konstruirovanie kontaktnyh ustroystv rektifikacionnyh i absorbcionnyh apparatov [Tekst] / V.N. Stabnikov. - . Kiev: Tehnika, 1970. - 207 s.
8. Lukanin A.V. A. s. SSSR № 978901, Massoobmennyy apparat, V 01 D 53/18, 1982.
9. Lukanin A.V., Solomaha G.P. Gidrodinamika techeniya i massoperenos v produvaemom zakruchennom sloe zhidkosti [Tekst] / A.V. Lukanin, G.P. Solomaha // TOHT. - 1988-T. XXII. - № 4. - c. 435-441.
10. Flow hydrodynanics and vass transfer in a bubbling liquid layer /A.V. Lukanin Lukanin A.V., Solomakha G.P. Teoreticheskie osnovy himicheskoy tehnologii. 1988. T. 22. № 4. S. 435.
11. Modernizaciya promyshlennogo fermentera ADR -900 -76 dlya proizvodstva belkovoy kormovoy dobavki iz rastitel'nogo syr'ya. Lukanin A.V., Biotehnologiya. - 2003. - № 6. - S. 84.
12. Lukanin A.V. Processy i apparaty biotehnologicheskoy ochistki stochnyh vod [Tekst]: uchebnoe posobie / A.V. Lukanin. - M.: Infra-M, 2016.
13. Lukanin A.V. Inzhenernaya ekologiya: processy i apparaty ochistki stochnyh vod i pererabotki osadkov. [Tekst] / A.V. Lukanin. - M.: Infra-M, 2017.
14. Lukanin A.V. Tehnologiya pererabotki avtolizatov pivnyh drozhzhey. [Tekst] / A.V. Lukanin // Kombikorma. - 2009. - № 1. - S. 51-52.
15. Lukanin A.V. Pererabotka biogaza stanciy aeracii [Tekst] / A.V. Lukanin // Ekologiya i promyshlennost' Rossii. - 2012. - №9. - S. 4-8. 2012. 2012. № 9. S. 4-8.
16. Lukanin A.V. Pererabotka biogaza stanciy aeracii [Tekst] / A.V. Lukanin // Ekologiya proizvodstva. - 2012. - № 8. - S. 44.
17. Lavrushina Yu.T., Lukanin A.V., Mart'yanov A.A., Saharova A.I., Tarasova E.V. Sposob utilizacii biogaza metantenkov. Patent na izobretenie RUS 2414282 26.06.2009
18. Lukanin A.V. Modernizaciya promyshlennogo fermentera ADR -900 -76 dlya proizvodstva belkovoy kormovoy dobavki iz rastitel'nogo syr'ya [Tekst] / A.V. Lukanin // Biotehnologiya. - 2003. - № 6. - S. 84.
19. Lukanin A.V. Novyy vysokoeffektivnyy promyshlennyy fermenter bol'shoy edinichnoy moschnosti dlya proizvodstva belkovoy kormovoy dobavki [Tekst] / A.V. Lukanin // Nauka i promyshlennost' Rossii. - 2003. - № 2-3. - S. 61.
20. Lukanin A.V. Processy i apparaty biotehnologicheskoy ochistki stochnyh vod [Tekst]: uchebnoe posobie. - M.: Infra-M, Moskva, 2016.
21. Krivoy B.A., Lukanin A.V., Tahtarova T.V. Sposob razdeleniya biogaza i ochistki ego sostavlyayuschih. patent na izobretenie RUS 2460575, 18.03.2011.